1 Scope
This standard specifies the terms and definitions, requirements, test methods, inspection rules and packaging, marking, transportation, storage and quality certificates and order forms (or contracts) of aluminum alloy profiles for solar cell frames.
This standard applies to anodized aluminum alloy profiles for solar cell frames and electrophoretic painted profiles (hereinafter referred to as profiles).
2 normative references
The following documents are indispensable for the application of this document. For dated references, only dated versions apply to this document. For undated references, the latest version (including all amendments) applies to this document.
GB/T 3190 modified aluminum and aluminum alloy chemical composition
GB/T 3199 Aluminum and Aluminum Alloy Processed Product Packaging, Marking, Transportation, Storage
GB 5237.1-2008 aluminum alloy building profiles Part 1: Substrate
GB 5237.2-2008 aluminium alloy profiles - Part 2: Anodized profiles
GB 5237.3-2008 aluminium alloy building profiles Part 3: electrophoretic painted profiles
GB/T 7999 aluminum and aluminum alloy photoelectric direct reading emission spectrum analysis method
GB/T 8013.1-2007 Anodic oxide and organic polymer films for aluminium and aluminium alloys - Part 1: Anodized films
GB/T 8013.2-2007 Anodic oxide and organic polymer films for aluminium and aluminium alloys - Part 2: Anodized composite films
GB/T 12967.1-2008 Test methods for anodizing of aluminium and its alloys - Part 1: Determination of average wear resistance of anodic oxidation coatings by jet mill tester
GB/T 12967.6 Methods for anodizing aluminium and aluminium alloys - Part 6: Visual inspection for colour differences and appearance quality of coloured anodic oxidation coatings
GB/T 20975 (all parts) Aluminium and aluminium alloys chemical analysis method
3 Terms and Definitions
The terms and definitions defined in GB 5237.1-2008, GB 5237.2-2008, and GB 5237.3-2008 apply to this document.
4 requirements
4.1 Product Classification
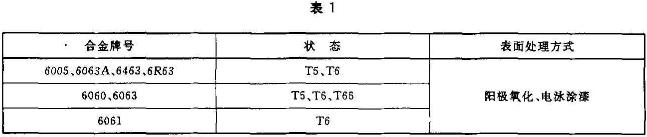
4.1.1 brand, status, surface treatment
Product brand, status, surface treatment in Table 1.
4.1.2 Marking Example
Profile marks are expressed in the order of product name, standard number, alloy grade, supply status, specification, surface treatment method, color, and film thickness.
Examples of tags are as follows:
Example 1:
Made of 6063 alloy, supplied as T5, profiled in width 35mm x height 35mm, surface anodized, black color, average film thickness 15μm, marked:
Profile YS/T 773-6063T5-35×35 Black AA15
Example 2:
Made of 6R63 alloy, supplied as T5, profile width 45mm, height 35mm, surface anodized and electrophoretic painted, white color, average compound film thickness 16μm, marked:
Profile YS/T 773-6R63T5-45×35 White B
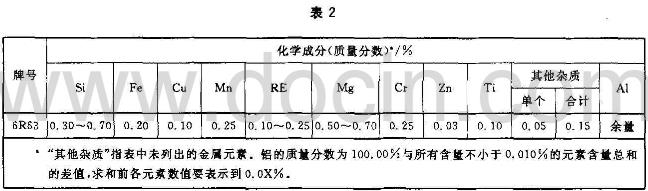
4.2 Chemical composition
The chemical composition of 6R63 alloy should meet the requirements of Table 2. The chemical composition of other brands should meet the requirements of GB/T 3190.
4.3 Dimensional deviation
4.3.1 Angle
There are marked and directly measured angles on the drawings. The allowable deviation of the angle shall comply with the high-precision or ultra-high-precision specified in GB 5237.1-2008, and the accuracy level shall be specified in the drawings or order forms (or contracts). At the time of the Ming, the high-precision level specified in GB 5237.1-2008 was adopted.
Profiles that are to be assembled at a 45° angle should be in accordance with the ultra-high-precision grades specified in GB 5237.1-2008.
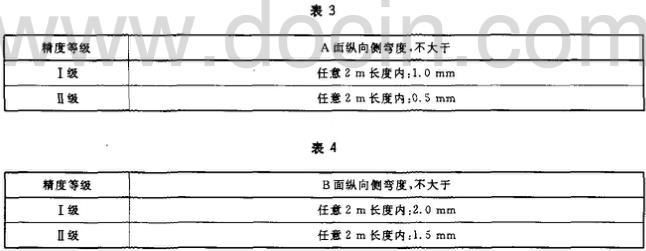
4.3.2 Longitudinal side camber
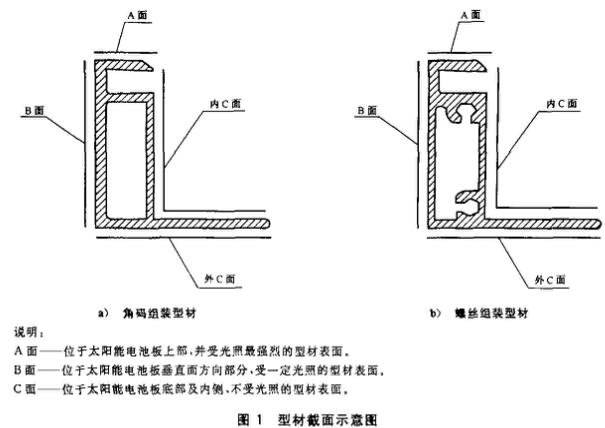
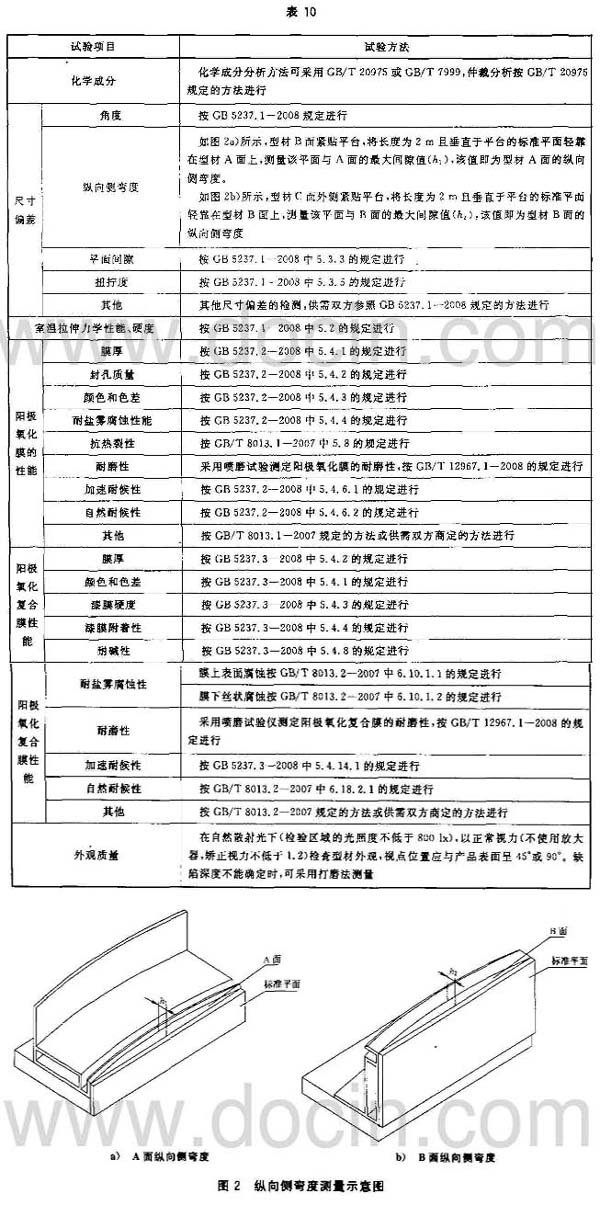
4.3.2.1 After installation, the surface of the profile that is most strongly exposed to light (abbreviated below as A surface, see face A in Figure 1) on the upper part of the solar panel, is to comply with the requirements of Table 3 for the longitudinal side bend. After the installation, the surface of the profile that is partially illuminated by the light in the direction of the vertical plane of the solar panel (hereinafter abbreviated as B surface, see the side B in FIG. 1 ), and its longitudinal side curvature should meet the requirements of Table 4. Longitudinal side-curvature accuracy grades are negotiated between the supplier and the buyer, and are indicated on the purchase order (or contract). When not specified, the supplier is supplied at the working level.
4.3.2.2 After installation, the surface of the profile that is not exposed to light at the bottom and inside of the solar panel (hereinafter referred to as the C surface, see the C surface in Fig. 1) does not require the longitudinal side curvature.
4.3.3 Plane clearance
The plane gap of the profile shall meet the high-precision or ultra-high precision grades specified in GB 5237.1-2008, and the accuracy grade shall be indicated on the drawing or order form (or contract). When not specified, the height specified in GB 5237.1-2008 shall be specified. Fine grade.
4.3.4 Twistness
Nominal length of not more than 7m profiles, twisting degree should be consistent with GB 5237.1-2008 high-precision or ultra-high precision grade. For profiles with a nominal length greater than 7m, the degree of twisting is negotiated between the supplier and the buyer. The degree of twisting accuracy shall be specified on the drawing or order form (or contract); the profiles that are to be assembled at a 45° angle shall comply with GB 5237.1-2008 The prescribed ultra-high precision.
4.3.5 Others
Other dimensional deviations shall comply with the provisions of GB 5237.1-2008.
4.4 Room temperature tensile mechanical properties, hardness
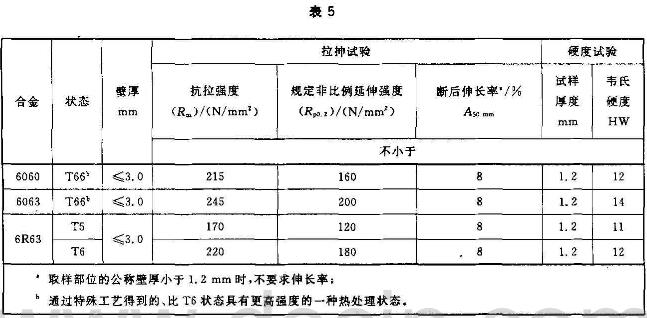
4.4.1 6R63T66, 6060T66, 6063T "The room temperature tensile test results of the profile shall comply with the provisions of Table 5. Other grades and conditions of the tensile properties of room temperature tensile properties shall comply with the provisions of GB 5237.1.
4.4.2 See Table 5 for hardness of profiles.
4.5 Anodized Film Performance
4.5.1 Thickness
The film thickness of the anodic oxidation film is agreed upon by both the supplier and the purchaser, and is indicated on the purchase order (or contract). If not indicated, the film is supplied according to the AA15 film thickness class specified in GB 5237.2-2008.
4.5.2 Sealing Quality, Color and Color Difference
Anodized film sealing quality, color and color difference should be consistent with the provisions of GB 5237.2-2008.
4.5.3 Salt spray corrosion resistance
The salt spray corrosion (CASS) test results of the anodic oxide film shall meet the requirements of Class III-V in Table 2 of GB/T 8013.1-2007. The level is negotiated between the supplier and the buyer, and is indicated on the purchase order (or contract). If not specified in the order form (or contract), it will be supplied in Class III.
4.5.4 Hot crack resistance
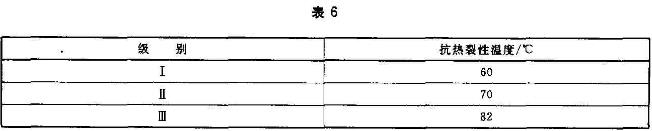
When the demand side has requirements on the thermal cracking resistance of the anodized film, the supply and demand sides shall agree on the thermal cracking resistance class according to Table 6 and indicate on the purchase order (or contract).
4.5.5 Abrasion resistance
When demanding parties have requirements for wear resistance, they should indicate this on the purchase order (or contract). The products that require wear resistance are tested by jet mill and their average wear resistance (R value) should not be less than 9.0. When the acquirer has other special requirements for wear resistance, it shall be specifically specified in the purchase order (or contract) after consultation between the supplier and the buyer.
4.5.6 Weather resistance
4.5.6.1 Accelerated Weathering
The accelerated weather resistance of the anodic oxidation film should comply with the provisions of GB 5237.2-2008.
4.5.6.2 Natural weatherability
When the demander requests natural weatherability, the test conditions and acceptance criteria are agreed upon by both the supplier and the buyer and specified in the purchase order (or contract).
4.5.7 Others
When the demand side has requirements for other properties of the anodized film, the supply and demand sides shall refer to the performance requirements agreed upon in GB/T 8013.1-2007 and specify in the purchase order (or contract).
4.6 Anodized Composite Film Performance
4.6.1 Thickness
The film thickness should meet the requirements of Class A or Class B in Table 2 of GB 5237.3-2008. Both the supply and demand sides should indicate the film thickness level in the order form (or contract). If not specified, supply according to Class B.
4.6.2 Color and color difference, film hardness, film adhesion
Should comply with the provisions of GB 5237.3-2008.
4.6.3 Alkali resistance
Alkali resistance test results shall comply with the provisions of II-VI in GB/T 8013.2-2007 (see Table 7). The supply and demand parties shall indicate the alkali resistance level in the order form (or contract). When not specified, supply according to class II.

4.6.4 Salt spray corrosion resistance (CASS test)
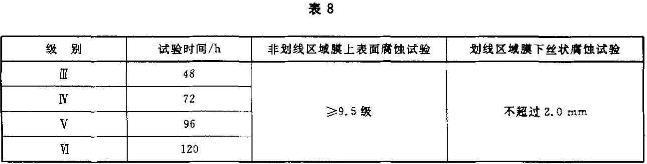
The CASS test results shall meet the requirements of III-VI in GB/T 8013.2-2007 (see Table 8). The supply and demand parties shall indicate the salt spray corrosion resistance level in the order form (or contract). When not specified, supply according to class III.
4.6.5 Wear resistance
When demanding parties have requirements for wear resistance, they should indicate this on the purchase order (or contract). The products that require wear resistance are tested by jet mill and their average wear resistance (R value) should not be less than 9.0. When the acquirer has other special requirements for wear resistance, it shall be specifically specified in the purchase order (or contract) after consultation between the supplier and the buyer.
4.6.6 Weather resistance
4.6.6.1 Accelerated weatherability
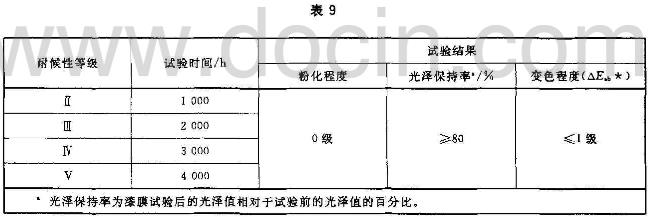
The nitrogen accelerated test results are divided into four levels (see Table 9). The supply and demand parties should indicate the accelerated weatherability level in the purchase order (or contract). When not specified, supply according to class II.
4.6.6.2 Natural weatherability
When the demand side has requirements for natural weatherability, the test conditions and acceptance criteria are agreed upon by both the supplier and the buyer and specified in the purchase order (or contract).
4.6.7 Others
When the demand side has requirements for other properties of the anodized composite membrane, the supply and demand sides may refer to the agreed performance requirements of GB/T 8013.2-2007 and specify in the purchase order (or contract).
4.7 appearance quality
The appearance quality shall be determined by both the supplier and the buyer with reference to Appendix A and specified in the purchase order (or contract). When not specified, the appearance quality of the anodized film should meet the requirements of GB 5237.2-2008, and the appearance quality of the anodized composite film should meet the requirements of GB 5237.3-2008.
5 test methods
Perform the test as specified in Table 10.
6 inspection rules
6.1 Inspection and Acceptance
6.1.1 The product shall be inspected by the supplier to ensure that the product quality meets the requirements of this standard and the purchase order (or contract), and fill in the quality certificate.
6.1.2 The acquirer may inspect the received product in accordance with the provisions of this standard. When the inspection result is inconsistent with the provisions of this standard and the purchase order (or contract), it shall be submitted to the supplier in written form and shall be settled through negotiation between the supplier and the buyer. Any objections that fall within the surface quality and dimensional deviations shall be filed within 15 days from the date of receipt of the product. The objection to other performances shall be filed within three months from the date of receipt of the product. If arbitration is required, it can be entrusted to a unit that is approved by the supplier and the buyer and sampled jointly by the acquirer.
6.2 Batches
Products shall be submitted for acceptance in batches, each batch shall consist of the same brand (furnace number), state, specification, film thickness grade, and the same surface treatment product. Batch weight is not limited.
6.3 Inspection items and sampling
6.3.1 Anodized Film
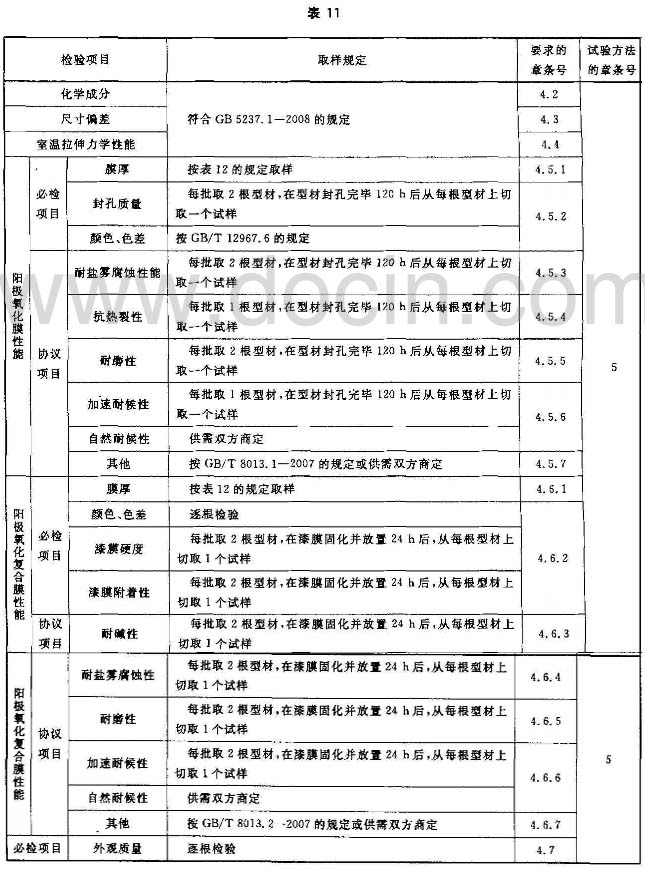
Each batch of profiles should be tested for chemical composition, dimensional deviation, tensile mechanical properties at room temperature, appearance quality, oxide film thickness, plug quality, color and chromatic aberration, salt spray corrosion resistance, thermal crack resistance, and wear resistance. , weather resistance is generally not tested (the supplier at least once a year inspection), but the supplier should ensure that these properties meet the requirements of this standard. Demand side requirements for salt corrosion resistance, thermal crack resistance, wear resistance, weather resistance, should be specified in the purchase order (or contract). Sampling according to Table 11.
6.3.2 Anodized Composite Film
Each batch of profiles should be tested for chemical composition, dimensional deviation, tensile mechanical properties at room temperature, film thickness, color and chromatic aberration, film hardness, film adhesion, and appearance quality. Other properties are generally not tested (at least once every three years for the supplier), but the supplier shall ensure that these properties meet the requirements of this standard. When the acquirer requires inspection of these properties, it should be noted on the purchase order (or contract). Sampling according to Table 11.
6.4 Test Result Determination and Processing
6.4.1 When the chemical composition of any sample is unqualified, the product can distinguish the melting of the sample and judge the melting failure of the sample. The other melting times are examined in turn and the qualified person is delivered. Can not distinguish the melting of the batch of substandard.
6.4.2 When the dimensional deviation of any sample is unqualified, the batch of products is judged to be unqualified, but upon mutual agreement between the supplier and the buyer, the supplier can test the product one by one and the qualified person can deliver the product.
6.4.3 If any of the specimens fails to meet the room temperature tensile properties, double the number of specimens from the batch (including the one represented by the failed specimen) shall be repeated. Repeated test results are all qualified, then the product is qualified. If the sample performance is still unsatisfactory in the repeated test results, the batch is judged as unqualified.
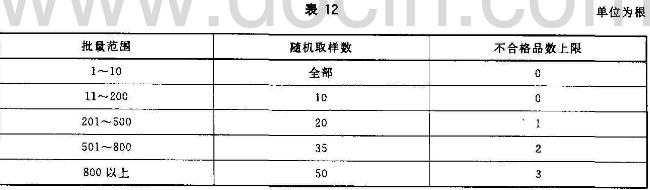
6.4.4 Film thickness When the number of unqualified samples exceeds the upper limit of the number of nonconforming products specified in Table 12, the batch of products shall be judged to be unqualified. However, as agreed upon by both the supplier and the buyer, the supplier may perform root-by-root inspection and the qualified person shall deliver the product.
6.4.5 If any of the anodized film samples has unsatisfactory properties such as sealing quality, salt spray corrosion resistance, abrasion resistance, thermal cracking resistance, and weather resistance, the batch is judged as unqualified.
6.4.6 When the performance of any one of the film hardness, adhesion, salt spray corrosion resistance, wear resistance, and weather resistance of any anodized composite film sample is unqualified, the batch is judged as unqualified.
6.4.7 When the color or color difference of any sample is unqualified, the root product represented by the sample is judged to be unqualified, and the rest of the product is tested by the supplier by root and the qualified person is delivered.
6.4.8 When the appearance quality of any sample fails, the root product represented by the sample is judged as unqualified.
6.4.9 When the performance of any of the samples fails, the supply and demand sides shall negotiate.
7 signs, packaging, transportation, storage and quality certificates
7.1 A label (or certificate of conformity) with the following contents should be attached to the inspection qualified profile:
a) supplier name and address;
b) Inspection by the supplier quality inspection department;
c) brand and status;
d) product name and specifications;
e) film thickness level, color;
f) production date or lot number;
g) This standard number.
7.2 The label of the crates of the profiles shall comply with the provisions of GB/T 3199.
7.3 Profiles shall be packaged in bales of paper, the decorative surface of which shall be protected by a plastic protective film or foam.
7.4 Transportation and storage of profiles shall comply with GB/T 3199.
7.5 Each batch of profiles shall be accompanied by a product quality certificate, which states:
a) supplier name;
b) product name and specifications;
c) alloy grades and status;
d) film thickness grade, color;
e) batch number or production date;
f) weight or number of roots;
g) the standard number;
h) The results of various analyses and inspections by the supplier quality inspection department;
i) The date of manufacture (or packaging date).
8 Order Form (or Contract) Content
Orders (or contracts) for ordering the materials listed in this standard should include the following:
a) product name and specifications;
b) alloy grades and status;
c) product specifications;
d) Size tolerance accuracy level;
e) Surface treatment methods, colors and film thickness levels;
f) Anodic oxide film resistance to thermal cracking;
g) alkali resistance of anodized composite membranes;
h) Performance requirements for anodized or anodized composite membranes such as salt spray corrosion resistance, wear resistance, weather resistance, etc.;
i) appearance quality;
J) weight or number of roots;
k) other requirements;
1) This standard number.
Stainless Steel Roller Shutter Door
Using advanced 201 stainless steel sheet, precision roll forming production process.
User-friendly design, stylish,durable ,safe anti-theft ,lighting, ventilation ,aesthetic ,practical, thermal insulation and free adjustable ,anti-peeping.
Intelligent control, multiply driving modes.
Variety of colors and styles optional.
Providing a comprehensive,specialized system solutions as users different requirements.
Integrated protection and decorative features together,the best replacement of traditional theft network security replacement; flexible way open ways, supporting hand control, group control. The door could be your safe rescue channel when in emergency.
Stainless Steel Roller Shutter Door,Remote Control Roller Shutter Door,Stainless Steel Grille Roller Shutter Door,Electric Stainless Steel Roller Shutter Door
Shenzhen Hongfa Automatic Door Co., Ltd. , https://www.hffreezerdoor.com