Automobile covers, especially outer plates, require higher shape and dimensional accuracy, while cover molds, especially for advanced automotive covers (outer plates), require higher dimensional tolerances and shape accuracy, if in accordance with general processing techniques. It is difficult to ensure the assembly of the mold and the accuracy of the profile. Great Wall Auto Precision Mold Technology Co., Ltd. is a large mold company. In order to compete in the forefront of the same industry, through high-precision machine tools, rationally optimize the processing parameters, select the tool, arrange the CNC machining process and the fine design of the die surface, and finally realize the automatic processing of the mold to ensure the processing of the mold. Precision. Shorten the mold manufacturing cycle. This paper mainly introduces the CNC machining process of our company's automotive panel moulds.
First, the structural surface entity programming automated processing
1. Software selection
In order to realize the automatic processing of the structural surface, our technicians independently developed the GWNC structural surface programming software and the automation program post.
2. Process arrangement
The cutting method of the guide plate surface and the retaining wall surface, as well as the processing method of rough insertion, semi-precision insertion and fine insertion, the cutter adopts the insertion milling cutter to improve the processing efficiency and the guide surface and the mounting surface of the insert. Machining accuracy, guide plate surface and retaining wall verticality are controlled within 0.005mm. The structural surface machining tool rail is shown in Figure 1.
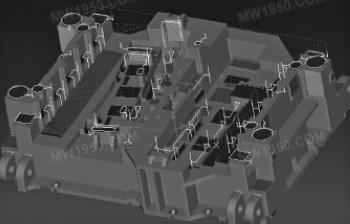
Figure 1 Schematic diagram of the structural surface machining tool
By programming the real rest, the efficiency is more than doubled, and the on-site non-image processing is realized, which greatly improves the processing quality and reduces the probability of occurrence of human abnormality, so that the processing quality tends to be stable and the entire mold is shortened. Manufacturing cycle.
Second, the surface automatic processing
1. Profile rough
In order to improve the processing efficiency, reduce the tool cost, and ensure the accuracy of the equipment, combined with Tritop's detection technology, the φ63mm Shinkansen tool (see Figure 2a) is used to prepare the profile roughing program. It overcomes the large cutting amount and low feed processing mode of the previous φ50mm ball cutter (see Figure 2b), realizes the processing technology of light cutting and high feed, and doubles the processing efficiency.

Figure 2 tool
The transformation of this processing method has greatly improved the material removal rate per unit time. The roughing effect is shown in Figure 3. Because this method is a high-level cutting method such as 2D. It can control the arc feed or curve transfer feed, effectively avoiding the linear transfer, ensuring the smoothness during the cutting process, and avoiding the change of the surface slope during machining, resulting in the surface with different slopes. The phenomenon that the actual step distance is uneven. Moreover, this method is also a small cutting fast feed cutting method, the machine tool has low noise and high processing efficiency; low cutting heat, constant cutting load can reduce the tool force and work hardening degree, and keep the cutting load and the tool wear rate Equilibrium improves tool life and machining quality on the workpiece surface.
Fiberglass Doors, Interior Sliding Glass/Fiberglass PVC MDF Door (WDH07), China Fiberglass Doors
ZHEJIANG HONGTUO INDUSTRIAL CO., LTD. , http://www.hongtuodoor.com