With the increasing level of global modernization, photovoltaic industry as an important part of renewable energy has become the main method to solve the global energy crisis. In the past decade, the global solar cell production has grown rapidly. According to statistics, the annual installed capacity of new photovoltaics increased by more than 66 times between 2002 and 2012, with an annualized growth rate of 52.04%. The annualized growth rate during the period of five years from 2007 to 2012 was as high as 64.58%. The overall growth rate was accelerated. trend. According to the forecast of Displaybank earlier, after 2010, the demand for backplanes will increase at an annual rate of over 45%. By 2013, the demand for backplanes will reach 213 million square meters. In fact, however, the forecast was too conservative and actual demand in 2011 exceeded this figure.
According to the global PV demand forecast by EPIA, the demand for backplanes will still increase linearly, as shown in Figure 1.

Figure 1 EPIA's forecast of global back-sheet demand for the next five years
Among the various components of the photovoltaic module, the backplane material is mainly used in the encapsulation of the photovoltaic module, and plays a role in isolating the external corrosion. It has always been considered as an extremely important material in the manufacture and use of the module. Because the encapsulation process of photovoltaic cells is irreversible, and the service life of the battery components is required to be more than 25 years, once the yellowing and cracking of the backing plate for the packaging of the battery components starts, the batteries are easy to fail. Therefore, although the absolute value of the backboard material is not high (only about 3% to 5% of the production cost of the crystalline silicon cell module comes from the backplane), the comprehensive characteristics such as water resistance, insulation, and weather resistance determine the photovoltaic power. The key factors for the quality and life of the components.
The earliest backplane structure was the TPT backplane, which was composed of PVF fluorine film (DuPont's trade name Tedlar) and PET. The three layers of Tedlar, PET, and Tedlar film materials were successively bonded to form a composite film. The Tedlar film is in the outer layer and plays a protective role. PET is the central basal layer and plays a supporting role. The specific structure of the TPT backplane is shown in Figure 2.
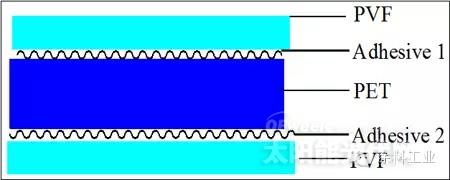
Figure 2 TPT backplane structure
With the rapid progress of the photovoltaic industry and the in-depth understanding of the requirements of back-sheet materials and components by related technical personnel, the role played by the back-sheet has become increasingly clear in the industry. The functionalities of its constituent structures are increasingly refined. The outer layers are subdivided into air face layers and EVA (or battery face) layers. The materials used are no longer limited to Tedlar films, and the central base layer materials have also been developed into a variety of materials. Therefore, different structures and different types of backplanes are gradually derived. Such as:
1KPK structure backplane: Kynar+PET+Kynar structure, double-sided fluorine film multilayer composite structure. K refers to Kynar in Arkema, France. Kynar is a patented Arkema product with a unique three-layer structure. It is a PVDF film composed of a pure film and a blended film, and has similar functions to Tedlar. However, there are other suppliers of PVDF membranes, such as Solvay, Daikin, and Wu Yu. PVDF membranes produced by different production processes exhibit different performance characteristics.
2TPE/KPE structure backplane: Multi-layer composite structure with single-sided fluorine film. E is EVA or PE, instead of PVF or PVDF film, as the EVA surface. This type of backsheet overcomes the disadvantages of poor adhesion between the EVA surface of the TPT/KPK backsheet and the EVA film, but the weatherability of the E layer is poor.
3FPF coated backplane: A three-dimensional mesh cross-linked fluorine coating mainly composed of a tetrafluororesin or a chlorotrifluoroethylene resin as an alternative to the fluorine membrane, forming a double-sided fluorine-coated backsheet. The backboard is superior to the TPE/KPE backplane in weatherability and is gradually accepted by mainstream customers at home and abroad.
2PET back sheet: It is made up of two or three layers of modified PET, with adhesive or co-extruded between the layers. In order to improve the weather resistance, primers are usually applied on the EVA surface and the air surface. This type of backplane has a low cost, and as PET performance continues to improve and improve, the market share of PET-type backplanes is on the rise.
Type 5A back sheet: It is made by two or three layers of polyamides (PA) laminated to each other or dry-laid of PA and PET. The backplane has poor dimensional stability and moisture barrier properties and gradually withdrew from the market.
Although the type of structure of the backboard is constantly changing, the large three-layer structure is still the eternal theme of the backplane material, that is, the weathering layer (air surface), the water blocking layer (middle layer), and the adhesive layer (EVA surface) are required to have three layers. Different functional materials are mutually complementary and mutually combined. If there is a defect in a certain layer structure during the application process, the function of the backplane may be damaged or even become invalid. In fluorine-based composite backsheets, the layer-to-layer adhesion between the fluorine film and the PET film is weak, and interlayer delamination is prone to occur in a hot and humid environment, resulting in failure of the overall performance. For PET backsheets and A-type backsheets, its own internal chemical structure determines that it cannot have long-term weatherability, and usually it needs to rely on additives to achieve the required requirements. In contrast, FPF coated backsheets have unparalleled advantages in both weatherability and three-layer structural integrity.
Structure and long-term reliability of coated backplanes
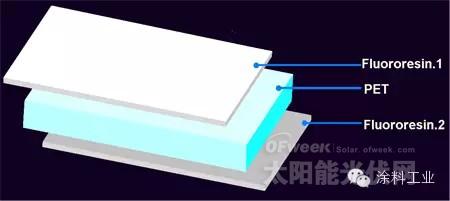
Figure 3 Structure of the coated backplane BEC-301
FIG. 3 shows a structural schematic diagram of a coated backplane BEC-301. The backplane consists of an F-coating/PET/F-coating three-layer structure. After biaxial stretching, PET has high crystallinity, low surface tension and weak polarity. It needs plasma treatment or corona treatment to increase its surface polarity and make its surface produce reactive functional groups (such as OH). , COOH, etc.). These functional groups can chemically react with the curing agent in the coating, resulting in a stable chemical bridging structure between the fluororesin and the PET, thereby forming a three-layer chemically bonded, integrated structure between the coating and the PET. This stable chemical bonding method makes the coated backsheet fully overcome the disadvantages of easy delamination between the fluorine-based backsheets such as TPT/KPK/TPE/KPE, and gives the BEC-301 backsheet excellent interlayer adhesion. characteristic. As shown in Fig. 4, after long-term damp heat aging (85°C, 85RH%), the adhesion of the coating has been kept at level 0, and the phenomenon of coating shedding will not occur with the prolongation of the aging time. Thus, the stability and long-lasting effect of chemical bonding between the coating and the PET were demonstrated.
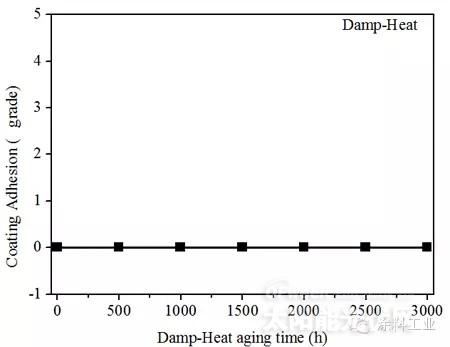
Figure 4 Coating Adhesion Test Results
The coated backing plate BEC-301 is a double-sided fluorine coating with excellent long-term weatherability on both sides (Figure 5). After long-term UV aging (QUVA300kwh/m2), the yellowing index of the air surface and the EVA surface were less than 2, and no delamination, bubbling, or chalking occurred. After long-term purple-hygrothermal aging (double 85, 3000 h), the yellowing index of the air surface and EVA surface was less than 3, and there was no delamination, blistering, or cracking.
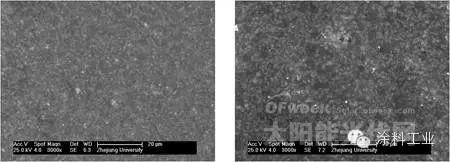
Figure 5 Surface topography of the air surface of the backplane before aging (left) and 3000 hours after the aging of the dual 85 (right)
The reliability of the coated backsheet mainly depends on its reasonable structure design and fine process control. Its unique three-dimensional network chemically cross-linked internal structure gives it outstanding advantages in the integration of F-coating/PET/F-coating three-layer structure, and it also has excellent comprehensive performance in terms of weather resistance, wear resistance, etc. And more cost-effective, has been more and more solar module technical personnel of all ages.
Grow light 600W use double chips high power led, with 60pcs led, 2pcs fast-speed cooling fans,size is 310*210*60mm, weight 2.5kg.
Full Spectrum Panel Emitting color:3500k white/Red+Blue/Double Switch.
OEM is ok, customized box MOQ 300pcs, logo 150pcs, spectrum 500pcs.
Large qty price is better, pls contact us for more information.




600w double switch grow light:



Full Spectrum Led,Full Spectrum Led Grow Lights,Best Led Grow Lights,Plant Lamp, led grow light, grow lights
Shenzhen Wenyi Lighting Technology Co., Ltd , https://www.szwygrow.com